Værktøjsstyring sikrer ensartet global produktion

Det er trykmaskiner med to hundrededele millimeters præcision, der ryger ud af porten på Nilpeters fabrik i Slagelse.
Og de samme tolerancer gælder i USA, hvor Nilpeter producerer fuldstændig identiske trykmaskiner med identisk indmad på fabrikken i Cincinnati.
Den ensartede produktion af de tonstunge trykmaskiner på begge sider af Atlanten giver store markeds- og logistikfordele for Nilpeter, men samkøringen kræver fælles styring og kontrol. Når det handler om bearbejdningen af trykmaskinernes indmad i stål og metal, er det værktøjsstyring og 3D-værktøjsopmåling fra tre Zoller-stationer, der er kernen i produktionen, fortæller Mikael Nielsen, som er global production manager hos Nilpeter.
- De tre Zoller-stationer kører med fælles database, så vi sikrer en fuldstændig ensartet produktion og bearbejdning på alle vores produktionsenheder i Danmark og USA, hvilket så gør, at vi kan producere samme slutprodukt på begge fabrikker. Før kørte vi med forskellige slutprodukter i de forskellige lande, men det gør vi ikke mere, siger Mikael Nielsen.
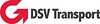
Bearbejder i døgndrift
Så når Nilpeters Okuma horisontalfræsere og ni-aksede MacTurn-centre i både USA og Danmark skærer og bearbejder de største, dyreste og mest vitale elementer til trykmaskinerne med tolerancen på de krævede tohundrededele millimeter, så er det Zoller og en fælles database, der styrer både værktøjer og FMS-system.
Produktionen kører i døgndrift, 12 timer med betjening og 12 timer uden, og særligt den ubemandede produktion, der udløser behov for øget kontrol af både maskiner, værktøjer og emner.
- Når vi kører ubemandet, så det er fuldstændig afgørende, at der er klarhed over værktøjerne, og det får vi med Zoller, som også chipper samtlige værktøjer. FMS-systemet ved, hvor længe et værktøj skal køre, og da vi har alle værktøjsdata gennem Zoller, så ved systemet også, om værktøjet reelt kan køre så lang tid i løbet af natten, forklarer produktionschefen, som ikke tøver længe, når han skal beskrive den største fordel ved samlet styring af alle værktøjer i produktionen.
Det er den fuldstændige eliminering af de ansattes mulighed for at begå en kostbar brøler.
- Det helt afgørende i det her er vores sikkerhed for, at det er de helt rigtige værktøjer, som sættes ind i maskinen. Der er garanti for, at der ikke kan ske en menneskelig fejl, for det kan slet ikke lade sig gøre, sige han og henviser til, at Zoller i samspil med FMS-systemet også har overblik over værktøjets slid på en kendt og defineret opgave.
- Hvis det viser sig, at værktøjet ikke kan holde til at bearbejde hele natten, så melder systemet det ud, og så kan medarbejderne blive nødt til at gøre et søsterværktøj klar, forklarer Mikael Nielsen.
Kun én simulering
Derudover er det en stor fordel for Nilpeter, at alle design kører efter samme opskrift og udføres med samme værktøjer både i Danmark og i USA.
- Vi laver alle vores CNC-programmer i Danmark, og når vi har det her system, så ved vi med sikkerhed, at en simulering skabt i Danmark også virker, når den kører på en maskine i USA. For vi ved, at værktøjerne er helt identiske.
Nilpeter har i alt tre Zoller-stationer i aktion, og de er alle købt hos KJV på Fyn. Hver station rummer mere end 1.000 værktøjer, og det er både standardværktøjer, og det er Nilpeters egne specialfremstillede værktøjer.







{kind=link}
{kind=link}
{kind=link}