Induktionshærdning rammer plet på store emner
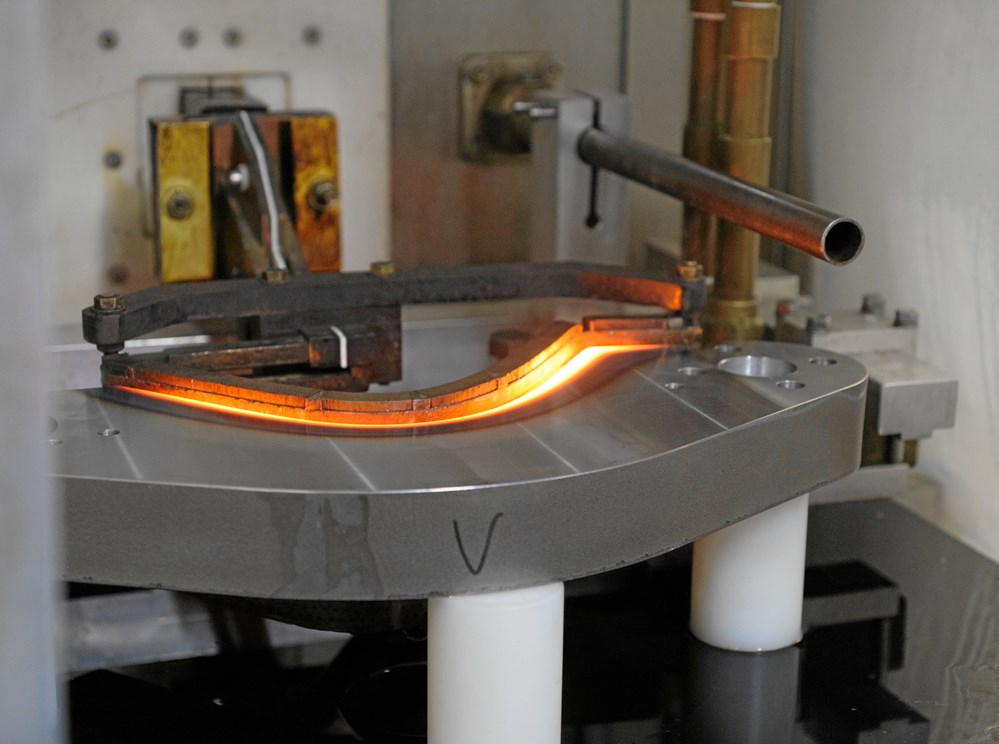
Det er et imponerende syn, når medarbejderne skruer op for induktionshærdningen hos Bodycote. På nogle få sekunder går svære stålemner fra at være iskolde til at nå hærdningstemperaturer på 8-900 grader.
Varmen bliver induceret med en stor kobberspole i det specifikke område, der skal hærdes. Efter nogle sekunders varmebehandling, bliver der slukket for strømmen, og så bliver emnet hurtigafkølet i rindende vand. Så er emnet hærdet. Bagefter kan man se, at metallet er blevet mørkt, hvor det er blevet behandlet, i en meget præcis afgrænset del af emnet.
- En typisk hærdecyklus tager 20-30 sekunder inklusiv nedkøling, fortæller ingeniør og procesoptimeringschef Niels Lyth, Bodycote. Vi er på Bodycotes fabrik i Ejby på Fyn.
Induktionshærdningen kan bruges som alternativ, hvis man kun har behov for, at et afgrænset område på emnet hærdes. Det kan for eksempel være tænderne på et tandhjul.
- Hvis du kun har et slid på overfladen, hvor emnet har mekanisk kontakt, og du ikke har brug for en høj styrke i resten af emnet, så behøver du ikke at hærde emnet helt igennem, siger Niels Lyth.
- Et stort tandhjul, hvor kun tænderne skal hærdes, er et oplagt emne til induktionshærdning, også fordi at det kan være et problem i Europa at finde en ovn, som kan rumme et stort tandhjul, siger han.
Store emner
Induktionshærdning er i det hele taget mest fordelagtig ved store emner.
- Ved almindelig ovnhærdning betaler man en kilopris, og hvis der er tale om store emner, som kun skal have en meget lokal hærdning, så er det en kæmpe fordel at bruge induktionshærdning, siger Niels Lyth.
De fleste kunder er tilbøjelige til at vælge den almindelige ovnhærdning, men der er også andre tilfælde, hvor det kan være en fordel at bruge induktionshærdning.
- Hvis der er tale om simple symmetriske emner som for eksempel aksler, så er induktionshærdning genialt. I en normal hærdningsovn vil lange tynde emner slå sig og få form som en banan. Det sker ikke med induktionshærdning, fordi den kun virker i overfladen. Så emnet slår sig ikke, siger Niels Lyth.
Start-omkostninger
Der skal et vist stykantal til, for at der er økonomi i at bruge induktionshærdning. For der er nogle start-omkostninger ved hver hærdning. Det gælder ikke mindst, hvis der skal fremstilles en helt ny kobberspole til opgaven.
Men selv om stykantallet måske lige ligger i underkanten, og start-omkostningerne bliver store, så kan det hentes hjem ved, at man sparer noget efterbehandling, fordi emnet ikke skal slibes/efterbearbejdes.
- En lang aksel, der ovnhærdes, skal jo rettes eller slibes efterfølgende, hvis den er blevet krum. Det koster også penge. Så ser man totaløkonomisk på sagen, er der nok flere emner, der burde induktionshærdes, siger Niels Lyth.
Bodycote har haft induktionshærdning både på fabrikken i Herlev og fabrikken på Fyn i flere årtier. Markedet for induktionshærdning flytter sig ikke så meget, ifølge Niels Lyth. Men flere virksomheder kunne have fordel af at bruge induktionshærdning.
Induktionshærdning bruger i øvrigt samme princip som et induktionskomfur, bare meget kraftigere. Der bliver induceret et kraftigt magnetfelt i metallet, som derfor opvarmes.







{kind=link}
{kind=link}